139-2591-3620

139-2591-3620

佛山市麻豆网站玻(bō)璃機械有限公司
聯(lián)係人:王先生
電話:0757-85507185
手機:13925913620
郵箱:837466960@qq.com
網址:www.ht-stech.com
地址:佛山市三水區白坭鎮白金(jīn)路(進港路口)白金(jīn)工(gōng)業區
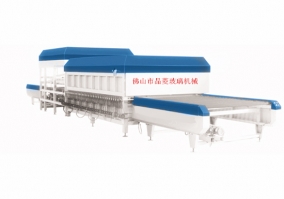
玻璃鋼化爐陶瓷(cí)輥道變形是一個嚴重影響鋼化(huà)玻璃質量和生產效率的問題。其(qí)變形原(yuán)因複雜(zá),通常是多種因素共同作用的結果。
以下是對陶瓷輥道變形原因的詳細分析:
核心原因概述
陶瓷輥道(dào)變形的根本原因在於 “熱” 和 “力” 的失衡。即在(zài)高溫環(huán)境下,輥道(dào)所受的(de)應力超過了其在(zài)該溫度下所能承受的臨界值,導致發生了塑性變形或蠕變。
一、 熱工因素 (Thermal Factors) - 主要(yào)的原因
這是導致輥道變形直接、常見的原因。
爐溫不均
橫向溫度不均:這是致命的原因。如果爐體左右或分區溫度不一致,陶瓷輥道在長(zhǎng)度(dù)方向(xiàng)上受熱不均。溫度高的一側熱膨脹更(gèng)明顯(xiǎn),導(dǎo)致輥(gǔn)道向低溫側(cè)彎曲(qǔ),形成“弓形”變形。
縱向溫度不均:加熱段上、下部溫度設置不合理或加熱元件老化,導致上部溫度遠高於下部(或反之),會(huì)使輥(gǔn)道產生向上或向下的(de)彎曲。
溫度波動過大:生產工藝不穩定,爐溫頻繁大幅波動(dòng),使輥道處於反(fǎn)複的熱脹冷縮循環中,加速材料疲勞和蠕變。
超溫運行
為追(zhuī)求生產效率或加工厚玻璃,設置了過高的爐(lú)溫,接近甚至超過了陶瓷輥道材料的極限使用(yòng)溫度(通常在620℃以上風險增大)。高溫下陶瓷材料的抗彎強度和蠕變抗力急劇下降,在玻璃重量和傳動拉力的作用下極(jí)易發生變形。
急冷急熱(rè)
冷玻璃(lí)進爐:低溫的玻璃板突然進入高(gāo)溫爐內,與玻璃接觸的輥道局部區域溫度驟降,產(chǎn)生巨大熱應力。
停機冷卻:設備故障或維護後,未(wèi)遵循嚴格的升(shēng)降溫曲線,使輥道經曆快速冷卻或加熱。
這種局部或整體的溫(wēn)度劇變會導致輥道內部產生裂(liè)紋,並在反(fǎn)複(fù)作用下導致變形。

二、 機械與負載因素
玻璃負載
過載:同時放入多片或超大、超厚的玻(bō)璃,超過(guò)了輥道在高溫下的承載能力。
負載不(bú)均:長期隻生產(chǎn)單一寬度的玻璃,導致輥道中間部分長期受壓磨損,而(ér)兩側較少使用(yòng),形成(chéng)“中間凹,兩頭凸(tū)”的變形。
集中負載:放(fàng)置小塊厚玻璃或玻璃堆放不(bú)整(zhěng)齊,導致局部點受力過大。
傳動係統問(wèn)題
輥道不同步:個別輥道因傳動軸、齒輪或電機問題,轉速與其它(tā)輥道不一致(zhì)。快的輥道受到玻璃的阻(zǔ)力(被拖慢),慢的輥道受到玻璃的拉力(被拖快),這種額外的扭矩和拉力會促使(shǐ)輥道扭曲變形。
軸(zhóu)頭卡死:輥道(dào)兩端的金屬軸頭因缺少潤滑(huá)或進入異物而轉動不暢,導致(zhì)該輥道扭矩異常增大,易發生扭轉變形。
三、 材質與(yǔ)老化因素
輥道質量缺陷(xiàn)
陶瓷輥道本身材質不均、密度不夠、燒結工藝(yì)不佳,導致其高溫抗(kàng)蠕變性能和熱震穩定性不足。劣質輥道在正常工況下也容易過早變形。
自然老化與蠕變
即使工況理想,陶瓷輥道(dào)在長期(qī)高溫和負載下也會發生緩慢的 “蠕變” ,即材料在應力作用下隨時間緩慢(màn)發生塑性變形。這(zhè)是材料的固有特性,使用時間越長,變(biàn)形累積越明顯。
四、 工藝與操作因素
不良操作習慣
在爐內高溫時(shí)長(zhǎng)時間停頓玻璃,導致(zhì)玻璃下方的輥道局部持續受熱而下沉。
用硬物撞擊或劃傷輥道表麵(miàn),造成局部應力集中點。
汙染與腐(fǔ)蝕
玻璃表麵的Low-E膜層、釉料、雜質等在(zài)高溫下會(huì)與陶瓷(cí)輥道發生化學反應,形成低共熔物(wù),腐蝕輥道(dào)表(biǎo)麵,改變其材料性能,降(jiàng)低其強度,從而在受力下(xià)更易變形。
 在線谘詢(xún)
在線谘詢(xún)






型玻(bō)璃鋼化爐")





