139-2591-3620

139-2591-3620

佛山市麻豆网站玻璃機械有限公司
聯係人:王先生
電話:0757-85507185
手機:13925913620
郵箱:837466960@qq.com
網(wǎng)址:www.ht-stech.com
地址(zhǐ):佛山市三水區白坭鎮白金路(進港路口)白金工業區
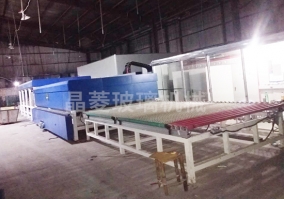
在小型鋼化爐鋼化玻(bō)璃工藝過程控製當中,鋼化(huà)爐工藝參數設定的是否合理對產品的質量(liàng)及成品率起著決定性的作用,在對每一(yī)個(gè)參數進行設定時,我們必須了解這項參數的作用和設定(dìng)的依據,以及相關參數之間的相互作用,進而才確保專業工藝的實現。下(xià)麵給大家介紹一下小型鋼化(huà)爐中冷(lěng)卻過程工藝參數的設定。

玻璃的出爐(lú)速度的快慢對玻璃在進行風淬火(huǒ)時自身的溫度造成很大的影響。出小型鋼化爐的(de)速度越慢,玻璃在傳輸至風冷(lěng)段過程中的熱量損失就越多。由於玻璃的厚度越薄(báo),對風冷淬火時的溫度(dù)要求越嚴格,所以出爐速度的(de)設定主要應該依據鋼化玻璃的厚度(dù)和玻璃板麵(miàn)的大小。鋼化玻璃的厚度越(yuè)薄,出爐的速度應當越快,例如在生產5mm厚的(de)鋼化玻璃時(shí),出爐的速度zui好設定為500mm/s,而在生產6mm的鋼化玻璃時,可以適當的降低玻璃出爐時的速度,玻(bō)璃(lí)出爐時的速度可以設定在450mm/s即可。

在依據玻璃厚度的同時(shí),對於出爐速度的(de)設(shè)定也要參考玻璃板麵的大小,例如:在做(zuò)平鋼化大板麵的玻璃時,出爐速度設定不(bú)當會導致玻璃在吹風時出現裂紋或炸口,這是由於板麵過大,出速度慢,導致玻璃(lí)前(qián)後端冷卻不一致造成(chéng)的(de)。
冷擺速(sù)度對玻璃的均勻冷卻起到影響,不合理的冷擺速度,會導致玻璃鋼化後的碎片不均 。玻(bō)璃的厚度越薄,對小型鋼化爐鋼(gāng)化時的風壓要求越嚴格,為了使玻(bō)璃表麵各區域實現良好的鋼化程度 ,這時需要增加玻璃在風冷段的冷擺速度 。玻璃厚度越厚,可以相應的降低玻璃的冷擺速度 ,例(lì)如生產 5mm厚度 的鋼化玻璃(lí)時設定的冷擺速度(dù)為 250mm/s,那麽(me)在生產6mm厚 的鋼化玻璃時,可適當降低玻璃的冷擺速度為200mm/S。
另外 ,在汽車(chē)玻璃(lí)鋼(gāng)化爐生產彎鋼化玻璃時,對於冷擺(bǎi)速度的設定還要依(yī)據玻璃的成型弧度,成型的半徑小(xiǎo)冷擺的速度要相對快一些,成(chéng)型半徑(jìng)大速度可以相對慢一些 。
鋼化(huà)爐")
手機:王先生13925913620
電話:0757-85507185
郵箱(xiāng):837466960@qq.com
網址:www.ht-stech.com
地址:佛山市三水區白坭鎮白金路(進港路口)白金工業區
爐")
掃一掃 關注我(wǒ)們
 在線(xiàn)谘詢
在線(xiàn)谘詢